Welding Consumable Handling Procedure

Welding Consumables Handling Procedure Welding Business Process

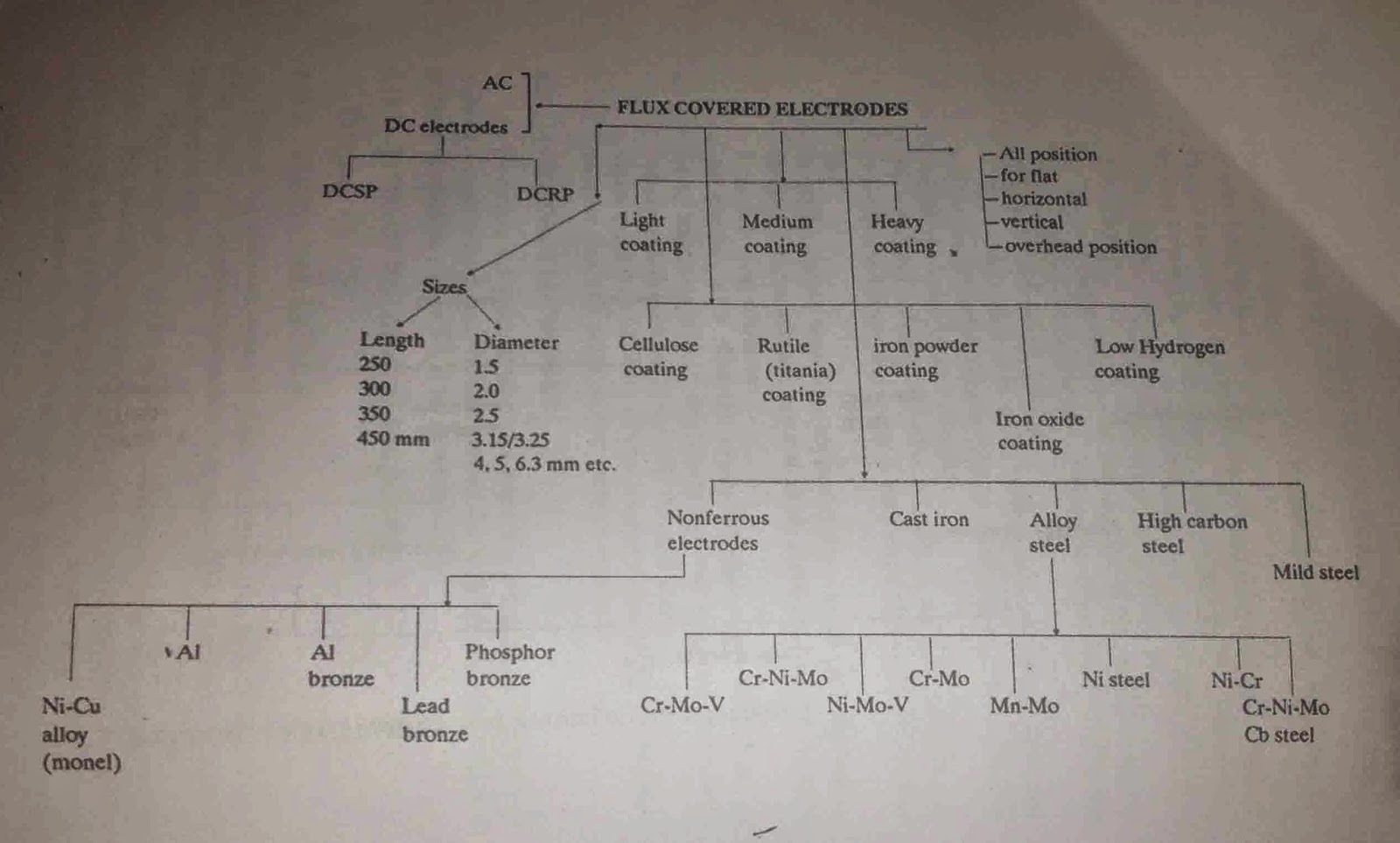
Selection Table For The Respective Welding Consumables And Welding Download Scientific Diagram

Proper Storage Of Welding Consumables Welding Answers

226701348 Welding Consumables Ppt Welding Chemical Elements

Heating Oven For Welding Electrodes Heating Oven For Welding Electrodes In 2020 Welding Electrodes Welding Electrodes
Welding Of Medium High Carbon Steels And Special Steels Education Center Kobelco Kobe Steel Ltd

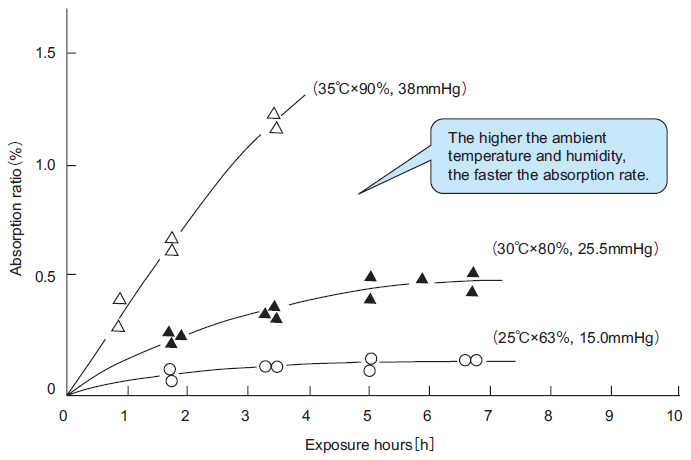
Moreover it s recommended to place the drying case maintaining 100 120 c around.
Welding consumable handling procedure.

7 Effective Ways To Prevent Weld Undercutting Welding Table Welding Welding Process
Mechanical Engineering Types Welding Electrodes Explained Non Consumable Consumable Electrodes
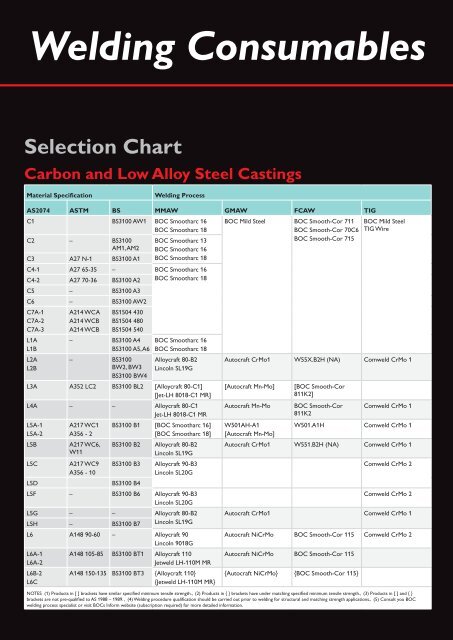
To Download The Boc Welding Consumables Selection Chart

Arc Blow Weld World In 2020 Welding Electrodes Weld Blow
Https Rules Dnvgl Com Docs Pdf Dnvgl Cp 2016 03 Dnvgl Cp 0069 Pdf

An Educational Platform Imparting Eloquent Learning On Welding Procedures Techniques Tactics Repairs Safety And Quality Inspection Welding Welding Process

Pin On Hse Profession

Non Consumable Thorium Tungsten Electrode Tig Welding Welding Tig Welding Process

Welding Consumable And Storage Procedure Pdf Document

Pin On Welding

Pin On Weldtech

Tig Welding Tungsten Electrodes Pure Tungsten 1 8a X 7a Green Wp 10 Pack Review Tig Welding Gas Tungsten Arc Welding Welding

Silver Brazing Demo Stainless Steel Brass Copper Brazing Soldering Welding Consumables

Imagen Relacionada With Images Welding Electrodes Welding

What Does Dcen Stand For In Welding Welding Welding Jobs Welding Electrodes

Lincoln Electric 300 Amp Ranger 305 D Diesel Engine Driven Multi Process Dc Welder 10 Kw Peak Generator Kubota Tier 4 Diesel Welder Generator Ranger Welding Trucks

Different Types Of Welding Rods The Ultimate Guide Welding Rods Types Of Welding Welding Projects
Stick Amps Vs Rod Size Vs Metal Thickness Welding Rod Chart Metal Welding Welding Tips

Preventing Weld Defects Through Proper Consumables Care

1g Position Coated Welding Electrode Upweld 1 Welding Search Engine Welding Electrodes Welding Welding Projects

Welding Electrode Numbers Mean Google Search Welding Electrodes Welding Table Welding Rods

5 5 Welding Electrodes Classification Suffix Steel Alloy Type Suffix Number Description Ul Li A1 Carbon Molybd Welding Electrodes Welding Electrodes

Electrode Welding Electrodes Welding Rods Welding

Mig Welding Wire Charts Airgas Com Welding Wire Welding And Fabrication Welding
Source : pinterest.com
